Blog
How Polycarboxylate Superplasticizer Dosage Effect On The High Strength Concrete
Blog How Polycarboxylate
Blog
High strength concrete is the core structural material for super high-rises, long-span bridges and marine infrastructure projects. When mixed solely with Portland cement, High strength concrete faces significant challenges: rapid slump loss during transportation and insufficient early compressive strength for rapid construction progress. Compound mineral admixtures, including fly ash (FA), ground granulated blast furnace slag (GGBS), and silica fume (SF), when combined with a polycarboxylate superplasticizer (PCE) , can solve this dilemma through multi-component synergistic effects.
This aiticle employs an L9(3³) orthogonal experiment to investigate the main and interactive effects of three mineral admixtures on fresh concrete workability, setting time, and mechanical strength at 3d, 7d, and 28d. Microscopic SEM analysis further reveals the inner synergistic mechanism of the ternary blended gel system with PCE, providing a reliable mix design reference for stable, high-performance, high-strength concrete.
| Factor | Level 1 | Level 2 | Level 3 |
| Fly ash (FA) | 15% | 20% | 25% |
| GGBS slag | 10% | 15% | 20% |
| Silica fume (SF) | 3% | 5% | 7 |
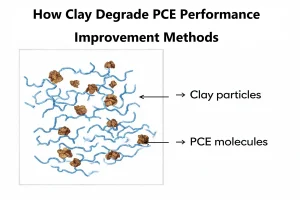
Matching ternary mineral admixtures of fly ash, GGBS, and silica fume with a polycarboxylate superplasticizer produces clear synergistic effects in high-strength concrete. The 20% fly ash + 15% slag + 5% silica fume mix solves the dual pain points of rapid slump loss and insufficient early strength in single-cement HSC.
The competitive adsorption between mineral particles stabilizes PCE’s dispersion capacity, while multi-stage pozzolanic reactions densify the hydration microstructure and significantly increase the 28-day compressive strength. This optimized mix design provides an economical, high-performance solution for mass production of high-strength concrete in bridges, high-rise and marine engineering.
How Polycarboxylate Superplasticizer Dosage Effect On The High Strength Concrete
Blog How Polycarboxylate
Synthesis And Performance Of Workability Polycarboxylate Superplasticizer
Blog Synthesis and Perfor